造粒机常见疑问全解(覆盖选型 / 工艺 / 故障 / 维护)
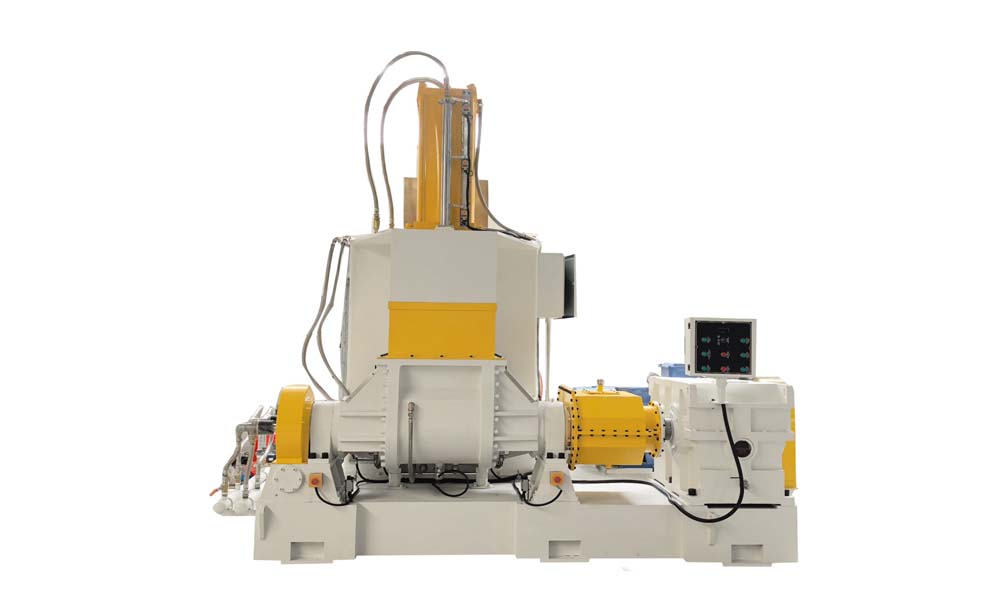
造粒机(单 / 双螺杆、密炼造粒线等)是橡塑、复合材料生产的核心设备,企业在选型、生产、维护环节常遇到各类困惑。以下梳理造粒机最高频的 12 类疑问,结合实操经验给出直白解答,助力快速解决生产痛点:
广东锡华机械有限公司
座机:18664021450
手机:18664021450
联系人:张敬菊
邮箱:18664021450@163.com
地址:广东省东莞市厚街镇溪宝路9号
时间:2025/12/22 8:21:39 点击:23
造粒机(单 / 双螺杆、密炼造粒线等)是橡塑、复合材料生产的核心设备,企业在选型、生产、维护环节常遇到各类困惑。以下梳理造粒机最高频的 12 类疑问,结合实操经验给出直白解答,助力快速解决生产痛点:
移动网站

关注微信